

 by Martin Megregian/photos by the author
by Martin Megregian/photos by the author
This series of articles will be a primer on many of the commercially-built O scale brass steam locomotive drives that have been available over the last 50-plus years. This will attempt to remove the mystery surrounding what makes them go.
From this moment on, most models bought and sold will be on the secondary market due to the economy and market changes that have virtually killed the manufacture of new brass in O scale. Knowing and understanding the drives can greatly influence a potential purchase.
Many have often said O scale brass steam is primarily meant for the mantelpiece. That line of thinking, in my opinion, shaped the quality of drives over time. Why should any manufacturer waste time on a model that runs well if they are not going to be run? Drives in some cases were entirely secondary to appearance.
Well, they all have to run; some hap-pen to run better than others. With the information in this series, much will be explained as to what does and does not work, and why. Most major import work will be covered such as Max Gray, U.S. Hobbies, Precision Scale, Sunset/Third Rail, Overland, Key, Bultman, and Kohs, as well as other builders where known. This should aid in understanding what to look for and expect in a drive in previously built models. Enhancements to original drives using the original gearbox will also be discussed. Please note, this is strictly the opinion of the author and is in no way meant to either disparage or compliment any builder or importer. All have good and bad points. Many are long gone; however, the models still exist.
I do wish to make this additional dis-claimer: I am not a machinist, importer, or vendor. I am a lay person who loves and runs brass. I am capable of many types of repairs to brass, and to models as a whole. I do have 35 years of day in, day out hard running experience in a commercial environment. I ran trains for that period of time overhead on Plexiglas in my dental office in addition to my home layout. Trains ran six-and-a-half hours per day, four days a week on double-track 250’ around. Two exceptional pieces ran an estimated 75,000 and 80,000 hours, respectively, in that time. Maintenance often was minimal or nonexistent as trains didn’t pay the bills. This was thousands of real miles these two models ran! Most models were built with minimal operation in mind. I ran a large number of models in my inventory and found what works and what doesn’t. This series also kind of piggybacks on Jim DeBruin’s recent series of early U.S.-made models, but starts with brass imports from the mid-1960s to present.
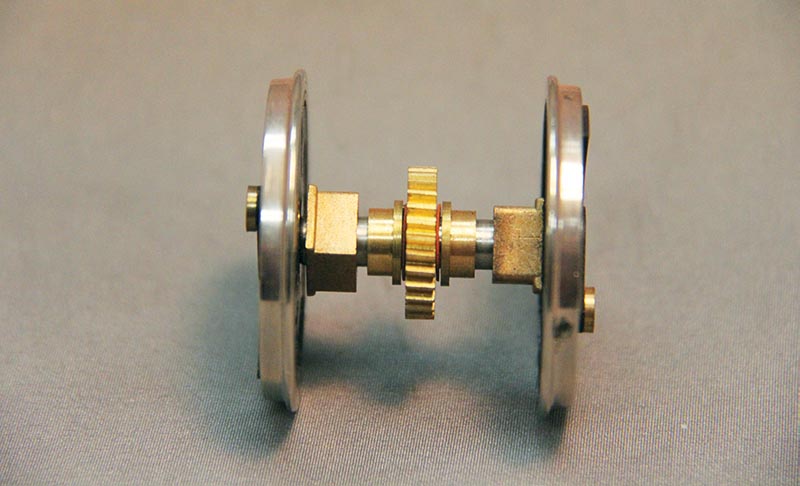
Before discussing the actual drives, one bit of gear theory and physics will be discussed. That is the worm gear itself, used in combination with idler gears or as just axle gears. With just one importer exception, all worm gears are straight-cut. This means the teeth are straight, cut at an angle in one long piece, then cut into individual gears and designed to work in conjunction with a worm. The reason for straight-cut worm gears is they are simple, quick, and cheaper to make.
The worm only contacts a portion of each worm gear tooth as it turns. This is the cause for accelerated wear that will be seen on some drives in later chapters. The physics of the moment of contact means that if only part of the tooth is contacted by the worm, wear occurs faster. This is further accentuated in worm gears of small diameter as the moment of contact becomes smaller and wear accelerated. The larger the diameter the worm gear, the better. An extreme example of this will be shown in a later article.
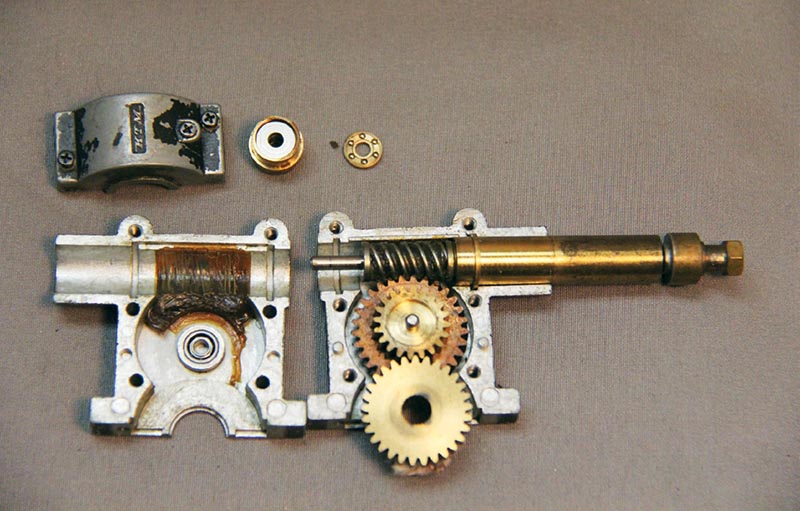
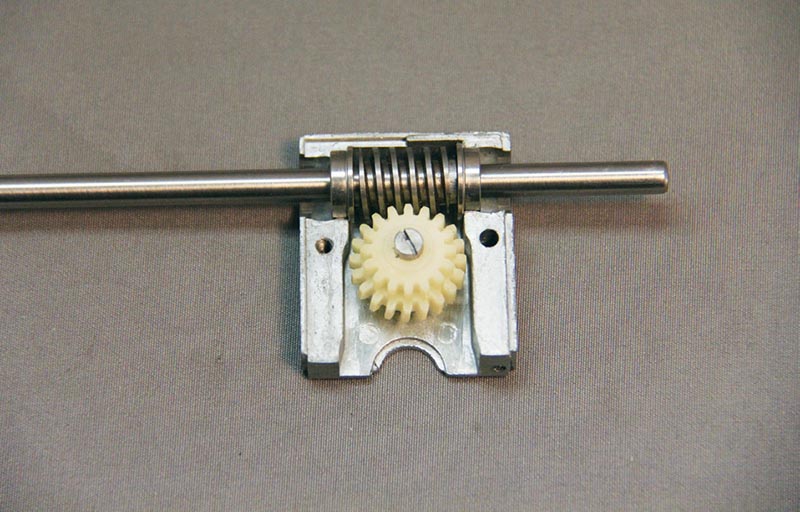
The full contact worm gear is very expensive to manufacture in comparison. The gear manufacturing process, called “hobbing,” cuts a single full contact worm gear at a time, whereas straight-cut worm gears can be hobbed in one long continuous string and cut into individual gears. In the picture shown, it is evident that more of the worm gear tooth contacts the worm than if it was straight-cut. The teeth of the gear extend up to increase dramatically the contact area with the worm. This is far more efficient and wear is greatly reduced as there is more contact area spread out on the worm gear.
Depending on worm diameter and worm gear width, up to 50 percent of the worm can contact the worm gear. While the worm in the picture is fairly large, the amount of additional upward curved contact on the worm gear is almost double a straight-cut gear. If the gear had been wider it would have been even more efficient…